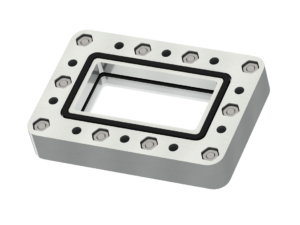
MICROWAVE WAVEGUIDE WINDOW
Purpose
Microwaves interact primarily with polar molecules — the most common being water dipoles. Energy is transferred without physical contact between the source and the product. This property is exploited when processing materials placed in vacuum chambers, in noble gas atmospheres, or under chemically aggressive conditions.
In all these cases, it is necessary to separate two environments while allowing electromagnetic energy to pass through freely. This is the function of waveguide windows, also known as pressure windows.
Construction
The microwave-transparent partition is made from a material selected to match the application requirements: polyimide film (Kapton), PTFE (Teflon), fused quartz, corundum ceramic (Al₂O₃), sapphire, or even CVD diamond. All exhibit excellent dielectric properties in the microwave band, however the choice of partition thickness is a compromise between insertion loss, mechanical strength, and pressure resistance.
The partition is mounted between metal flanges conforming to the relevant waveguide standard — MARKOM offers WR284, WR340, and WR430. Flanges are manufactured from aluminium alloy 6082, stainless steel 316L, or brass MO68.
Hermetic sealing is provided by silicone or Viton gaskets. Where required, microwave leakage is suppressed by metal mesh, tape, or sealing plates.
Insertion Loss
For typical window materials, the loss tangent is tan δ = 0.0001–0.0004 and the relative permittivity εr = 3.7–3.8. Insertion loss is negligible in power systems up to a few kilowatts. In high-power radar and transmission systems it becomes significant.
In High Power Microwave (HPM) applications, even a small amount of absorbed energy can substantially raise the window temperature, leading to changes in dielectric parameters, seal degradation, or electron discharge on the partition surface (multipactor effect).
Applications
Vacuum dryers — thermally sensitive products (e.g. fruit) are dried in a reduced-pressure chamber. The waveguide window maintains the vacuum.
Chemical reactors — the waveguide path is isolated from the reaction chamber. The chemically aggressive environment is contained within a sealed vessel.
Radar systems — SF₆ gas is maintained inside the waveguide. Short pulses of very high peak power transmitted through a waveguide without this gas can cause destructive arcing.
Microwave-assisted plasma devices — the window separates the waveguide path from the chamber into which the ionising gas is introduced.
Fusion reactors and stellarators — microwaves sustaining the reaction or measuring process parameters are introduced into a chamber maintained at ultra-high vacuum (UHV).
MICROWAVES AND UNDERFLOOR HEATING SAFETY
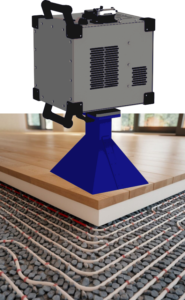 Clients commissioning microwave disinfestation frequently ask whether the treatment is safe for underfloor heating systems. The following analysis is based on the technical specifications of the MG-1500 generator and the dielectric properties of the materials involved.
Clients commissioning microwave disinfestation frequently ask whether the treatment is safe for underfloor heating systems. The following analysis is based on the technical specifications of the MG-1500 generator and the dielectric properties of the materials involved.
Microwave power density at the wood surface
The microwave generator operates at P = 1500 W. The effective aperture of the antenna is: A = 0.25 × 0.3 = 0.075 m². Power density at the wood surface: S = P / A = 1500 / 0.075 = 20,000 W/m²
Microwave absorption in wood
For dry wood at 2.45 GHz: ε′r = 2.0, tan δ = 0.06. Penetration depth (skin depth): δ = λ / (π · √ε′r · tan δ) ≈ 229.8 mm. Attenuation through a wood layer of d = 20 mm: T = e^(−2d/δ) = e^(−2·0.02/0.2298) ≈ 0.84. Wood absorbs: AD = 1 − 0.84 = 16% of the energy.
84% of the generator's output power reaches the screed.
Absorption in the cement screed
For cement at 2.45 GHz, penetration depth δ = 160 mm; screed thickness d = 60 mm. Calculated transmission coefficient: T₆₀ = e^(−2·0.06/0.160) ≈ 0.472.
The screed absorbs AB = 1 − 0.472 = 53% of the energy that passed through the wood.
Power absorbed by the water
The water pipes receive: 0.84 × 0.472 ≈ 40% of the generator's output power. At S = 20,000 W/m², power density at pipe level: Spipe ≈ 8,000 W/m². Projected area of a PE-RT pipe ø 16/12 mm over section L = 0.25 m: Aproj = dinner · L = 0.012 · 0.25 = 0.003 m². Power absorbed by the water: Pabs = Spipe · Aproj = 8,000 · 0.003 = 24 W.
Scenario 1 — active water flow at 2 l/min
Mass flow rate ṁ = 0.0333 kg/s. Steady-state temperature rise: ΔT = Pabs / (ṁ · cp) = 24 / (0.0333 · 4200) ≈ 0.17 K.
With active flow, the temperature increase is practically imperceptible and poses no risk. As long as flow is maintained, the system is safe.
Scenario 2 — standing water in the pipe
Mass of water in the section exposed to microwaves: m = ρ · V = 1000 · π · (0.006)² · 0.25 ≈ 0.0283 kg. Temperature rise over time t: ΔT = (Pabs · t) / (m · cp). After t = 180 s (3 min): ΔT = (24 · 180) / (0.0283 · 4200) ≈ 36 K.
Within a short time, water temperature rises from 20°C to approximately 56°C. This is a threshold that must not be exceeded and poses a real risk of damage to PE-RT pipes.
Operator recommendations
The calculated results confirm field experience and clearly indicate that microwave disinfestation of wooden floors poses no risk to underfloor heating systems, provided active water flow is maintained throughout the treatment.
Before starting, ensure that the underfloor heating circuit is active and water flow is confirmed. Flow must not be interrupted while the microwave generator is operating. Heating the wood beyond the effective pest elimination temperature (approx. 80°C) is not efficient and unnecessarily increases the thermal load on the system.
Full technical calculations, tables and formula derivations are available in the technical document.
ERRORS IN THE POWER MEASUREMENT METHOD FOR MICROWAVE DEVICES WITH A SWITCHING POWER SUPPLY
 Assessing the power of microwave devices equipped with switch-mode power supplies, based on active power meter readings, is unreliable and may be subject to significant measurement error. This is a problem well known to electrical measurement specialists, but rarely discussed in the context of industrial microwave equipment.
Assessing the power of microwave devices equipped with switch-mode power supplies, based on active power meter readings, is unreliable and may be subject to significant measurement error. This is a problem well known to electrical measurement specialists, but rarely discussed in the context of industrial microwave equipment.
Measurement Challenges with Switch-Mode Power Supplies
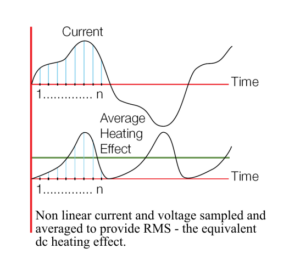
Switch-mode power supplies draw current in the form of short pulses with rapidly rising and falling edges. Such a waveform bears no resemblance to a sine wave. At the same time, mains voltage in an industrial environment is heavily distorted, and the parameters of the supply network are variable and often unknown.
A group of meters exists that are designed for measuring distorted waveforms, however, as specialists in the field point out:
"… the instrument measures the average voltage value and, through a mathematical algorithm, outputs the RMS value. Signal distortion can lead to discrepancies in the measured values …"
Instruments analyse voltage u(t) and current i(t) separately. In extreme cases, this leads to the accumulation of errors from both measurements. As demonstrated by laboratory tests:
"… during qualification tests carried out in a research laboratory, measurement errors of electrical quantities exceeded 30%."
True RMS and Active Power
True RMS equipment is used to determine the active power of loads, ideally those with a resistive or inductive character (transformers, motors). Switch-mode power supplies do not have such characteristics, so this condition is not met.
The limitation of True RMS multimeters is the rate of change of the measured signal, expressed by the cutoff frequency, signal slew rate, and frequency bandwidth. Waveforms generated by switch-mode power supplies frequently exceed these parameters, which directly results in measurement errors.
Mains Voltage Fluctuations and Apparent Changes in Power Consumption
Relevant regulations permit mains voltage fluctuations in industrial facilities. Switch-mode power supplies used in microwave magnetron heads regulate the magnetron's operation and compensate for supply voltage variations, thereby maintaining constant microwave output power. However, this causes the current drawn from the mains to vary with the supply voltage.
Assessing microwave power based on measurements of the supply current and input voltage of the power supply, under conditions of varying mains voltage, may therefore be subject to significant error.
Direct Measurement as the Only Reliable Method
The method used to measure the power of transformers and motors fails when applied to switch-mode power supplies. In such cases, direct measurement of microwave power at the head output is recommended.
If the head output is a waveguide, one possible solution is to insert a measurement system into the waveguide path. A system consisting of a bidirectional coupler and a microwave power meter — such as those offered on the waveguides page — measures the actual power generated by the magnetron and simultaneously provides information on forward and reflected power.
Selecting the appropriate measurement method is a prerequisite for a reliable assessment of equipment condition and process efficiency. Incorrect power evaluation is also a source of operational problems that are difficult to identify.
EFFECTIVENESS OF MICROWAVES IN CONTROLLING WOOD PESTS
 Various terms are used to describe the disinfestation of wood by means of an electromagnetic field. Currently, the term “microwave disinfestation” is the most commonly used.
Various terms are used to describe the disinfestation of wood by means of an electromagnetic field. Currently, the term “microwave disinfestation” is the most commonly used.
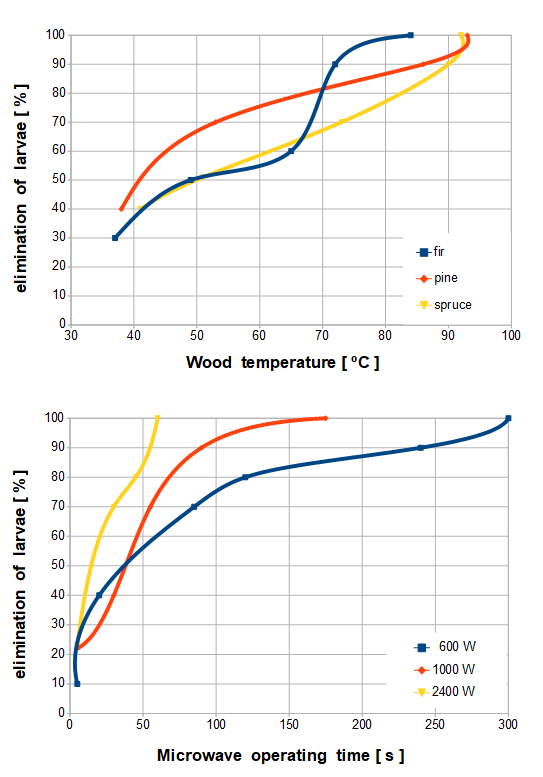
Interest in controlling wood pests using microwaves began in 1946. Research was conducted in many countries, and the number of publications and technical reports is substantial. It has been established that heating wood with microwaves differs significantly from the conventional method of heating with hot air. The heating rate depends on the power of the device, the thickness and species of the wood, its moisture content, growth ring density, and other factors. The results and conclusions presented below concern tests carried out on elements with a thickness of 6 cm.
Due to the complex interactions involved, it is not possible to define unequivocal criteria. Microwaves heat most intensely the layers of wood closest to the antenna. When heating is interrupted, the surface cools faster than the inner layers, which retain a high temperature for a longer time. Restarting the device after a short break results in a faster temperature increase inside the wood than on its surface. Whenever possible, elements thicker than 15 cm should be heated sequentially from two opposite sides.
Effectiveness of Disinfestation
Microwaves are equally effective against the larvae of the old house borer (Hylotrupes bajulus), the common furniture beetle (Anobium punctatum), and other species. The effectiveness of this method results from the combined action of microwaves and the elevated temperature of the wood.
The efficiency of disinfestation depends primarily on the power of the microwave device. The intensity of the microwave field affects the rate of wood heating and acts directly on the larvae. The cause of larval death is protein denaturation resulting from high temperature. Therefore, during short heating cycles lasting several minutes, the temperature of the wood must exceed 80°C. High temperature also destroys eggs, pupae, and adult beetles. At the same time, larvae containing more than 90% water are directly exposed to the effects of microwaves.
Surviving beetles, as well as beetles emerging from surviving larvae, may continue to reproduce. Claims that microwaves have properties similar to gamma or X-ray radiation are unfounded. Microwaves do not cause reproductive disorders, lethal mutations, or inhibition of individual development in insects.
Limitations and Considerations
When working with microwave devices, appropriate safety precautions must be observed. The possibility of damage to elements subjected to microwave disinfestation is often raised. The most frequently mentioned issues and their assessment are listed below:
- There are no confirmed cases of wood ignition caused by the presence of steel nails or other metal elements.
- The temperature of the wood (minimum 70–80°C) may cause resin exudation. In historic elements this may present an aesthetic problem; in structural components it is of no significance.
- Temperatures above 100°C may cause blistering and flaking of oil-based and oil-resin paints. This problem can be avoided through continuous monitoring of the wood temperature.
- Wood shrinkage may lead to cracking on surfaces coated with tempera paints or glue-chalk grounds. Unfortunately, this is a physical effect that is difficult to avoid.
- Micro-damage may occur on gilded surfaces. Under the influence of microwaves, sparking may arise between metallic particles or flakes of the gilding layer. In such cases, the use of microwave technology is not recommended.
Conclusions
Negative assessments often result from a lack of knowledge or unfounded concerns. Like any technology, microwave disinfestation has both limitations and advantages.
Its most important advantage is the elimination of pests without the use of chemical agents. Other benefits include the mobility and availability of equipment, the absence of additional hazards (apart from microwaves themselves), the universality of the method (regardless of wood species or insect species), and flexibility of application, for example, in the conservation of historic buildings and in renovation work in residential buildings.
Manufacturers of microwave generators provide further information on this subject in online publications and during free training sessions.
MICROWAVE-ASSISTED THERMO-INJECTION
 Capillary Rise of Moisture
Capillary Rise of Moisture
Most residential and industrial buildings constructed in the first half of the 20th century did not have any foundation waterproofing. This also applies to historic structures (castles, churches, palaces, manor houses). Over the years, intensive capillary rise of groundwater has resulted in a high level of moisture in foundations and walls.
The first step before starting any repair or renovation work should be the elimination of the causes of moisture ingress. One method of protecting masonry against capillary rise is the installation of a horizontal barrier using injection techniques.
Traditional Injection
Injection is a method in which a chemical agent (a hydrophobic compound) is introduced into the masonry to block capillaries. The agent may be based on silicates, siliconates, silanes/siloxanes (single-component products), or silicone micro-emulsions (concentrates mixed with water).
The agent is introduced into holes previously drilled in the masonry. The execution method and spacing of the holes depend on whether the wall is made of brick, natural stone, or a mixed structure (brick + stone). The decision is made by the designer, supervising inspector, contractor, or investor. Reference is often made to relevant documents or the appropriate Schedule of Rates (KNR).
The hydrophobic agent may be introduced by gravity (non-pressure) injection, pressure injection, or multi-stage injection.
Microwave Thermo-Injection
Thermo-injection is often also referred to as the thermowave method. It combines traditional chemical injection with heating the interior of the wall.
Microwave-assisted thermo-injection makes it possible to heat even thick masonry. In specific cases, temperatures of up to 80 °C can be achieved throughout the entire wall cross-section. This method differs significantly from heating with electric heaters or hot-air devices. Microwave thermo-injection uses Microwave Generators, for example those manufactured by MARKOM Microwaves.
A hydrophobic agent is introduced into the masonry heated by microwaves. Some chemical agents penetrate the structure of warm and dry masonry much more effectively. These include silanes/siloxanes and silicone micro-emulsions. The choice of the agent, however, is determined by the manufacturer’s recommendations.
Supporting Documents
For planning and execution of works, preparation of construction cost estimates, and cost calculations, reference may be made, for example, to the Schedule of Rates (KNR). In Poland, the Katalog Nakładów Rzeczowych “AT-25 Iniekcje budowlane” is available. This document describes the scope of works, labor inputs, material consumption, and equipment operating time. It applies to masonry of various thicknesses, different levels of moisture, single- or double-row injections, and one- or two-sided applications, among others.
A properly executed microwave-assisted thermo-injection is watertight and provides a permanent barrier against moisture rising from the ground. This has been confirmed by numerous studies and many years of practical application.
MICROWAVES – BASICS OF SAFE OPERATION
Effects on living organisms
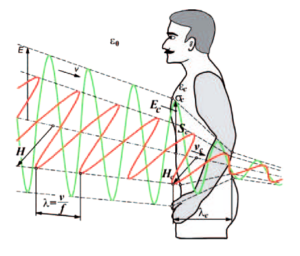 The effect of microwaves on the human body depends on the parameters of the electromagnetic field and the type of tissues. As the electromagnetic wave passes through the body, it transfers part of its energy. Tissues with high water content (e.g., muscles and blood) absorb the most energy.
The effect of microwaves on the human body depends on the parameters of the electromagnetic field and the type of tissues. As the electromagnetic wave passes through the body, it transfers part of its energy. Tissues with high water content (e.g., muscles and blood) absorb the most energy.
The primary mechanism of microwave interaction is thermal effects, i.e., a local increase in tissue temperature. The human thermoregulatory system distributes this heat throughout the body; however, the efficiency of this process is not the same for all organs.
Structures with poor blood circulation are particularly susceptible to thermal effects, including:
- the eye lenses,
- the urinary bladder,
- the testes,
- certain sections of the gastrointestinal tract.
The temperature rise caused by the electromagnetic field depends on:
- the field intensity,
- the frequency,
- the duration of exposure.
Occupational Health and Safety regulations in Poland
Until 2016, it was sufficient to observe the time spent in designated protection zones:
- unlimited time in the safe zone,
- up to eight hours in the intermediate zone,
- less than eight hours in the hazard zone (time depending on field intensity),
- prohibited access to the danger zone.
Based on the European Parliament and Council Directive 2013/35/EU of 2013, Poland issued the MRPiPS Regulation in 2016. Consolidated text: Dz.U. 2018 poz. 331, as amended. The user of the equipment is responsible, among other things, for:
- defining the boundaries of the protection zones,
- assessing hazards present in the area of field source operation,
- eliminating or reducing excessive hazards,
- training personnel.
The intermediate zone covers areas where the electromagnetic field may cause indirect effects, such as:
- disruption of electronic devices (including hearing aids),
- heating of implants (e.g., endoprostheses),
- malfunction of sensitive equipment.
Direct effects of electromagnetic field exposure may include:
- local tissue heating,
- pain,
- itching,
- muscle stimulation.
The hazard zone is an area where both indirect and direct effects of the electromagnetic field may occur.
The user is responsible for selecting protective measures appropriate to the specific situation. This is based on measurements of the electromagnetic field. In practice, the user may implement, for example, a specific method of workplace organization:
- designating and marking the area,
- introducing access restrictions,
- completely locking the room during equipment operation.
Limits of maximum field exposure
Protection zones generally have a complex spatial distribution of the field.
The Maximum Exposure Level (GPO) refers to the energy absorbed by tissues of the whole body or its parts (head, torso, limbs). GPO limits for the SAR (Specific Absorption Rate) are defined in Directive 2013/35/EU.
Based on measurements, it is possible to determine example exposure limits expressed in W/m²:
- IPNog-E – danger zone boundary: 150 W/m²
- IPNob-E – basic operational limit: 10 W/m²
- IPNod-E – hazard zone boundary: 1 W/m²
- IPNp-E – intermediate zone boundary: 0.1 W/m²
Final remarks
This document should be treated solely as a collection of information on potential hazards and ways to mitigate them. It is not a normative document and cannot be used as a basis for developing occupational health and safety rules or workstation instructions for operators of microwave equipment and systems.
This topic is covered in more detail during training sessions organized for users of equipment and systems purchased from MARKOM Microwaves
MICROWAVE DRYING OF BUILDINGS
 Thermal transmittance (U‑value)
Thermal transmittance (U‑value)
Moisture in building partitions has a direct impact on the building's energy efficiency.
A dry wall has a lower thermal transmittance (“U-value”), which means better thermal insulation. Since 2021, the U-value should not exceed 0.20 W/(m²·K). In energy‑efficient construction, the goal is to achieve U < 0.15 W/(m²·K).
Heat losses caused by moisture
Moisture in walls worsens the U-value. Heating a building with damp walls and foundations requires significantly more energy. In areas with high humidity, walls may be prone to frost damage. During severe frost, water in the wall can freeze, further reducing thermal insulation and potentially causing structural damage to the wall.
Wall insulation and moisture retention
In buildings where walls have been insulated with polystyrene, moisture cannot evaporate to the outside. This creates a kind of “thermos” effect. During the natural drying process, moisture evaporates into the interior of the rooms. In winter, rooms feel cold, and in summer, air can feel stuffy. Standard ventilation systems do not always solve this problem.
Wall moisture levels
Construction standards specify permissible moisture levels in walls. In practice, it is useful to know approximate values close to these standards:
< 3% – the wall is dry. This moisture level results from the normal use of the rooms. Reducing moisture below 3% is unnecessary from both an economic and practical perspective.
3–6% – slightly damp walls. To reduce humidity, it is usually enough to simply improve the ventilation system. Moisture levels should be periodically monitored.
6–10% – high moisture level. This is not just a matter of insufficient ventilation, so drying using dehumidifiers will be necessary.
10% – very damp walls. The cause of the moisture must be eliminated as soon as possible, followed by intensive drying.
Causes of moisture
There are many causes of moisture, and it is impossible to list them all. Some result from factors beyond the user’s control, others from neglect, and still others from unfortunate accidents.
Buildings constructed up to the mid‑20th century often lacked foundation waterproofing, so capillary rise of groundwater leads to persistent moisture in the foundations.
Damaged mechanical ventilation or uncleaned gravity‑ventilation ducts are common causes of elevated moisture levels in residential spaces.
Damage to water installations, broken gutters, or fire department interventions can locally cause a high degree of moisture.
Microwave drying of walls
There are many methods for effectively drying walls; below, one of them is discussed.
One solution is a Microwave Generator, specifically designed for drying walls. Such devices have been produced since 2012 by MARKOM Microwaves for construction companies and individual users.
Microwaves penetrate the wall structure, causing water molecules to evaporate. The water vapor escapes to the outside, allowing the wall to be dried throughout its entire cross‑section, while other methods only work on the surface.
As a result, microwave drying is 3–5 times faster—independent of wall thickness, moisture level, material, or surrounding conditions.
A detailed description of the technology can be found on the MARKOM Microwaves website.
Practical examples
Microwaves can be used to dry not only residential buildings but also industrial and agricultural facilities.
They are also effective in drying historic structures. Examples include the drying of monuments from the 1st century AD, such as Mensa Ponderaria, as well as sites listed as UNESCO World Heritage: Villa d’Este and Villa Adriana. This was described in the scientific journal Journal of Cultural Heritage, vol. 67 (2024).
The original article in PDF format is also made available by MARKOM Microwaves.
MICROWAVE MAGNETRON HEADS – THE ENERGY SOURCE IN INDUSTRIAL SYSTEMS
 Industry, manufacturing, processing – in each of these areas, technological advantage determines competitiveness. Magnetron heads are a key component of systems based on microwave technology. They ensure controlled processing, regardless of the type or purpose of the production line.
Industry, manufacturing, processing – in each of these areas, technological advantage determines competitiveness. Magnetron heads are a key component of systems based on microwave technology. They ensure controlled processing, regardless of the type or purpose of the production line.
Microwave magnetron heads manufactured by MARKOM are used in various industries, including food processing, chemical, pharmaceutical, construction materials, and plastics processing. In many production lines, microwaves serve as the primary energy source, while the ability to adjust the microwave power allows precise alignment of parameters with the requirements of individual process stages.
Understanding the head’s construction helps to appreciate its impact on industrial processes.
The Microwave Magnetron Head is an electronic device that generates high-power electromagnetic waves in the microwave range. The most commonly used band in industry, science, and medicine is 2450 MHz ±50 MHz, which belongs to the ISM (Industrial, Scientific, Medical) frequency range.
The main components of the head are: the magnetron, the power supply, and the launcher (a short section of waveguide to which the magnetron is connected).
In MARKOM-produced heads, the magnetron operates at a single, fixed frequency. Despite its simple design, it is an exceptionally efficient source of microwave energy.
The pulsed power supplies used in the heads outperform traditional transformer-based power supplies. Their main advantages include:
- maintaining a stable magnetron power supply, independent of mains voltage fluctuations,
- monitoring and control of operating parameters,
- the ability to smoothly adjust microwave power.
The launcher, compliant with the WR340 or WR430 standard, transmits microwave energy from the magnetron to the device or industrial system.
Microwaves in technological processes enable:
- in the food industry – rapid and uniform heating while maintaining product quality, taste, and texture,
- in the chemical industry – uniform heating even of aggressive solutions,
- in pharmaceuticals – precise drying of substances, increasing process efficiency.
Adjusting the microwave power allows delivering exactly the amount of energy needed at any given moment. This directly translates into energy efficiency and reduced losses – an aspect particularly important in the context of global energy challenges.
Precision determines quality. Thanks to their versatility, they can be adapted to various technological processes.
Microwave magnetron heads are now an indispensable element of industrial systems where precision, efficiency, and flexibility matter. The use of adjustable microwave power increases process efficiency and stability, making production more sustainable.
Such flexible solutions, adaptable across diverse applications, have a tangible impact on the capabilities of current and future industry.
THE SIGNIFICANCE OF UNITS IN VACUUM TECHNOLOGY
 In many fields, measurements of the same physical quantity are recorded using different units. Sometimes this is justified by historical factors, and in many cases it results from practical needs. The SI system is officially used. In practice, however, other units can also be encountered. A good example is distance; here are a few selected units:
In many fields, measurements of the same physical quantity are recorded using different units. Sometimes this is justified by historical factors, and in many cases it results from practical needs. The SI system is officially used. In practice, however, other units can also be encountered. A good example is distance; here are a few selected units:
- meter [m] and its multiples: [µm] – precise CNC machining, [km] – cartography
The meter was introduced in the 18th century as part of the French reform of the measurement system to create a universal unit based on the dimensions of the Earth. - inch [in]: used not only in Anglo-Saxon countries, in reference to pipe diameters and thread pitches. It originates from the imperial system; its length was originally based on the width of a human thumb.
- nautical mile [NM]: distance measured at sea. It originates from dividing the Earth into degrees of latitude – one nautical mile corresponds to one minute of latitude arc.
- astronomical unit [AU]: used to measure distances within our solar system and beyond. Introduced in the 20th century, originally defined as the average distance from the Earth to the Sun to facilitate astronomical calculations.
- light-year: the distance light travels in one Julian year (365.25 days), used in astronomy to express distances between stars or galaxies. The concept emerged in the 19th century along with the development of the theory of the speed of light and the need to express vast distances in space.
It can be observed that industry, cartography, and astronomy need to use different units for measurement. Converting everything to the SI system would not only create confusion and misunderstandings, but it would also be practically useless.
A light-year is approximately 9.5 trillion (9.5 × 10¹²) kilometers, or 9.5 × 10¹⁵ meters. While this can be expressed mathematically, using such a notation is practically meaningless. Moreover, measuring such vast distances with an accuracy of one meter is unnecessary.
Pressure units
Since the 17th century, scientists have been trying to understand the nature of pressure. Torricelli constructed the first mercury barometer. In his honor, the pressure unit Torr was named in the 20th century.
In the 19th century, the Pascal unit was introduced – precisely defined in the SI system. In industry, more practical units became widespread. To this day, both “scientific” units (Pa) and “technical” units (bar, atm) coexist, and in vacuum technology, the Torr is commonly used.
Pascal [Pa] is an SI unit defined as 1 N/m². In physics and metrology, it serves as a fundamental reference unit, but in practice it is rarely applied in its pure form, especially in the context of vacuum, where values are very small and more convenient scales are needed.
Millibar [mbar] is a convenient scale used in meteorology and vacuum technology. It allows easy description of pressures ranging from atmospheric pressure down to medium vacuum levels. Simultaneously, the use of the hectopascal [hPa] is also common. The choice between mbar and hPa is often a matter of habit and tradition.
Torr is a unit historically associated with vacuum research. Today, the Torr is still widely used in vacuum physics and laboratory technologies because it allows an intuitive reference to vacuum levels relative to atmospheric pressure.
The choice of unit is determined not only by mathematics but also by practice, tradition, and the intuition of specialists.
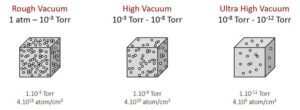
Ultra hugh vacuum (UHV)
The imprecise term “vacuum” refers to sufficiently low residual pressure remaining after air is pumped out of a chamber. The classification of vacuum types is conventional and depends on the residual pressure value. Pressures on the order of 10⁻¹⁰ mbar, or 7.5 × 10⁻¹¹ Torr, already correspond to ultra-high vacuum (UHV). Such low pressures are required in surface physics, spectroscopy, and the operation of particle accelerators.
To clarify the significance of low pressures for advanced technologies, for the purposes of this article, all pressure values in the following sections will be given in Torr.
The quality of a vacuum, expressed in Torr, indicates the level of residual pressure. In plasma systems, such as a stellarator, all air is pumped out of the process chamber. This is necessary because air molecules interfere with the ignition and maintenance of a stable plasma.
Striving for the ideal, an ultra-high vacuum (UHV) is achieved, with levels ranging from 10⁻⁸ to 10⁻¹² Torr. However, approximately 10⁶ molecules remain in each cm³ of the chamber. This is an extremely small number. For comparison, air at atmospheric pressure contains about 2.5 × 10¹⁹ molecules/cm³.
Plasma in a vacuum
A controlled amount of gas is introduced into a chamber under UHV conditions. The quantity depends on many factors, but it can be assumed to be in the range of 10¹⁰–10¹² molecules/cm³.
The gas introduced into a stellarator can be hydrogen, its isotopes (deuterium or tritium), helium, argon, neon, or krypton. In these gases, electron ejection is relatively easy. To achieve this, energy must be supplied to the gas, either by heating it, directing a laser beam at it, or using microwaves.
The electron has a negative charge. An atom without its electron becomes a positively charged ion. With such a small number of particles, the distance between the particles is very large. The ejected electron remains in the space between atoms. The resulting mixture of ions and electrons forms a plasma.
After the plasma is ignited, maintaining stable vacuum conditions is essential. Any additional air molecule can locally cool the plasma, causing instability and, ultimately, extinguishing it.
When designing a complex vacuum system such as a stellarator, the tightness of all vacuum chamber components must be taken into account. A parameter used to assess tightness is Torr per minute, which indicates how many air molecules enter the stellarator in one minute. It may also indicate that the vacuum pump performance is too low. Measuring leaks or considering them in process analysis is crucial information for both the designer and the system operator.
An example of components used in stellarators are waveguides and vacuum windows produced by MARKOM.
This links the level of vacuum to the number of molecules remaining in the chamber as well as the number of molecules entering through leaks. This is critically important in highly advanced technological processes. Controlling the number of molecules determines the success of the entire process and the stability of the plasma.
SMOOTH MICROWAVE POWER REGULATION – PRECISION IN INDUSTRIAL MARKOM MICROWAVE SYSTEMS
 In industrial settings where efficiency and precision are paramount, accurate magnetron power control has become essential. This capability plays a crucial role in processes such as drying, heating, and curing. At MARKOM, we understand this need deeply, which is why we supply microwave systems that allow fine-tuned power adjustment. Such solutions offer full process oversight and real energy savings.
In industrial settings where efficiency and precision are paramount, accurate magnetron power control has become essential. This capability plays a crucial role in processes such as drying, heating, and curing. At MARKOM, we understand this need deeply, which is why we supply microwave systems that allow fine-tuned power adjustment. Such solutions offer full process oversight and real energy savings.
Power Control Methods
In the past, users adjusted power by changing the conduction angle of each half-cycle of current—using thyristors or triacs. This method suffered from low efficiency, limited accuracy, and considerable electrical noise. Today, it is considered obsolete.
The standard approach now uses Pulse-Width Modulation (PWM). A microprocessor controls the magnetron supply voltage, dividing it into a series of rectangular pulses. By varying the pulse width (duty cycle), the output microwave power is adjusted. This method reduces electrical noise and ensures repeatable performance.
MARKOM incorporates impulse power supplies with smooth power regulation in its products (magnetron heads, microwave generators). Microwave power can be set in two ways:
- Analog Control: via control voltage (0–5 VDC or 0–10 VDC), proportional to the desired microwave output.
- Digital Control: via RS 485 using the Modbus RTU protocol, with each power supply uniquely addressable.
Key Applications
The benefits of smooth power regulation are evident in specific applications. Our solutions, such as the MMH magnetron heads and MG microwave generators, exemplify this:
- Food Industry
Precise power control prevents localized overheating, ensuring even thermal processing. The result: higher product quality, optimal energy use, and customer satisfaction. - Pharmaceutical Industry
In drying active ingredients or heating mixtures, smooth power regulation ensures ideal process conditions. This is the key to preserving the properties of active substances. - Chemical And Construction Industries
From controlled curing of resin adhesives to uniform paint drying, smooth power regulation ensures materials achieve the required performance parameters: appropriate strength, durability, and other properties critical for the specific application.
Benefits Of Power Control
Energy And Cost Savings
Power is matched to actual process needs, eliminating waste and preventing process errors—leading to lower production costs.
Protection Of Sensitive Materials
Adjustability prevents material damage, boosting final product quality.
Sustainability
Optimizing energy use supports environmental goals. This also enhances brand image. Implementing microwave systems with smooth power regulation can be a compelling argument in applications for grants supporting energy efficiency and sustainable development.
Conclusion
Smooth microwave power regulation is crucial for competitive industrial production—provided the system is properly designed, application-specific, and ensures full control over process parameters.
Explore real-world examples on LinkedIn and in the Applications section to see how our technology performs in action.
ELIMINATION OF WOOD PESTS USING MICROWAVES
 Innovative Technology for Protecting Wooden Heritage
Innovative Technology for Protecting Wooden Heritage
Wood, harvested from felled trees and stripped of bark, is a widely used construction material vulnerable to pest attacks. Their activity can cause serious damage to historic wooden elements, building structures, and furniture.
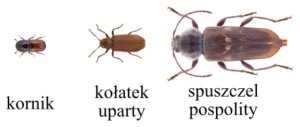
Deathwatch Beetles and House Borers – Key Threats to Structural Wood
It is often mistakenly believed that Bark beetles (Ips Spp.) are responsible for wood damage; in reality, the primary threat comes from the Common Deathwatch Beetle (Anobium punctatum), Steadfast Deathwatch Beetle (Hadrobregmus pertinax), and European House Borer (Hylotrupes bajulus). The Common Deathwatch Beetle is a small beetle (about 3–5 mm long) whose larvae feed inside both coniferous and deciduous wood, especially in structural timber. The Steadfast Deathwatch Beetle (about 4–6 mm long) attacks construction timber from coniferous species such as spruce, fir, pine, and larch. The European House Borer is significantly larger (about 15–25 mm) and primarily infests softwood structural elements like roof trusses, beams, and framing.
It is the larvae of these insects that tunnel through the wood, causing characteristic scraping and tapping sounds. A visible sign of their activity is wood shavings falling out from exit holes.
Microwaves in the Service of Protecting Wooden Heritage
Traditional methods for controlling wood pests, such as chemical treatments or gases, are invasive and not always effective. An alternative is microwave treatment for wood pests, which involves heating the wood to temperatures above 55 °C. This process causes denaturation (i.e., permanent damage to the protein structure) of the pests, effectively eliminating them. Microwaves penetrate deep into the wooden element without damaging its structure, making this method safe both for the material and the environment. Users of our microwave systems from many countries are aware of these benefits. In the Projects section, we showcase our implementations for both Polish and international clients.
Use of Microwave Generators
Using these Microwave Generators makes it possible to eradicate larvae and insect eggs without risking damage to the wood. This technology is applied in heritage conservation, protection of wooden structures, and removal of pests from furniture and other wooden elements.